Stamping
Several types of presses, mechanical, pneumatic or hydropneumatic, can be used as stamping Press Machine in small, medium, or large series. Stamping is a technique used in a wide variety of applications where many parameters are involved.
As with our presses designed for other applications, EMG designs presses that can be modified to suit different types of production, as well as to the safety and comfort of the operator at his workstation by considering each of the specific parameters of its customers.
What Is Stamping?
Stamping (or embossing/deep drawing) is a sheet metal forming process that transforms a flat metal blank (sheet or strip) into a three-dimensional shape by plastic deformation. The principle is based on the plastic deformation of the material, which consists of stretching or shrinking the sheet to obtain the desired shape. A distinction is made between:
- Cold stamping : carried out at room temperature. This is the most widely used technique for large and very large production runs, particularly for parts that require a powerful, single-sided action on the sheet. It is the standard process for mild steel, aluminium and stainless steel in the automotive, hardware and consumer goods sectors. The implementation of this type of tool is quite fast and allows the production of parts as soon as the tool is installed and adjusted on the press table.
- Hot stamping : carried out with the part heated ; typically to approximately 800°C for mild steel, to reduce the forming force required and improve the ductility of materials that are difficult to cold-form, such as high-strength steels. Hot stamping is a more specialised process that requires specific equipment and handling, which is not manufactured by EMG.
The preparation and design of a sheet metal stamping operation begins with a needs analysis: definition of the part specifications (shape, thickness, material), followed by the design of the stamping tooling, during which parameters such as material tensile strength, required drawing depth and press gooseneck depth must be taken into account. The goal is always to obtain the desired shape, thickness and dimensional accuracy with a minimum of scrap.
The four main stages of a sheet metal stamping cycle
- Sheet positioning — the blank or strip is positioned on the die, either manually (piece-by-piece) or automatically (via feeder/straightener for strip work).
- Forming — the ram descends and the punch forces the metal into the die cavity, producing the plastic deformation that creates the three-dimensional shape.
- Ejection — the formed part is released from the die by the ejection system (pneumatic or mechanical) — the ram returns to TDC.
- Quality control — dimensional and visual inspection of the formed part. With an integrated force monitoring system, process control can be performed in-cycle at 100%.
What Is a Stamping Press Machine?
A stamping press machine is a machine tool capable of delivering high, rapid force to compel the metal to conform to the shape of a tooling set composed of a punch (upper part, fixed to the ram) and a die (lower part, fixed to the press table). The press must manage severe mechanical constraints: the sharp energy release at impact, the resistance of the material to deformation, and the need to maintain perfect alignment between punch and die throughout the full stroke.
Several key parameters define the suitability of a press for a given stamping application:
| Gooseneck depth | Determines the maximum width and depth of the sheet that can be engaged; a deeper gooseneck accommodates larger blanks and more complex drawn shapes. |
| Ram stroke | Total travel of the ram from top dead centre (TDC) to bottom dead centre (BDC). Must be sufficient for the drawing depth of the part. |
| Headroom (daylight) | The working space between ram and table in the open position ; determines the maximum total height of the tooling set. |
| Ram speed | Affects both productivity and forming quality. Speed is adjustable on mechanical presses; approach and work speed are independently controllable on pneumatic/hydropneumatic models. |
| Frame rigidity | The gooseneck frame must absorb and counterbalance the full rated force without deflection; any lateral movement between punch and die causes premature tooling wear and dimensional error on the formed part. |
| Ejection system | Lower and/or upper ejection (pneumatic or mechanical) to release the formed part from the die; essential for production efficiency and operator safety. |
Our stamping Press Technologies
The choice of technology for a stamping application depends on three primary parameters: the force required (driven by material thickness, tensile strength and draw depth), the production volume (strokes per day / per hour), and the level of process control required. EMG offers three complementary technologies covering the full range of industrial stamping requirements.
The critical concept: force, energy and the press tonnage curve
A stamping press has a rated tonnage, but that rated tonnage is not available at every point in the stroke. On a mechanical eccentric press, the full nominal force is available only in the final portion of the stroke, in the vicinity of bottom dead centre (BDC). Higher up in the stroke, the available force is significantly lower. This is the rated tonnage point concept: the nominal capacity of the press is defined at a specific height above BDC (typically expressed in millimetres), and the force curve drops away sharply above that point.
The practical consequence is important: an operation that requires force to be applied high in the stroke (for example, a deep drawing operation where significant deformation occurs throughout the travel, or a bending operation with a long flange) may require a press with a much higher nominal rating than a pure blanking operation at the same force level. For deep drawing in particular, it is also necessary to check the energy available per stroke; the flywheel of a mechanical press stores a finite amount of kinetic energy, and very deep or long draws can require more energy than a lighter press can deliver without excessive flywheel speed loss.
Hydraulic and hydropneumatic presses, by contrast, deliver their rated force throughout the full stroke; which is one reason they are better suited to deep drawing operations that require sustained force over a long working travel.
Mechanical Eccentric Presses : The Reference for High-Cadence Stamping
EMG mechanical eccentric presses are the reference technology for high-volume sheet metal stamping. The motor drives a flywheel continuously via belts. The kinetic energy accumulated by the flywheel is transmitted, via an air clutch, to a crankshaft which — through a connecting rod — controls the travel of the ram. The full power required for the stamping action is thus developed and delivered at the point of impact, with a force and speed profile that is determined by the press geometry and adjustable settings.
EMG has developed a range of mechanical eccentric presses from 6 to 80 tonnes, particularly adapted to the stamping of all types of sheet metal. They are also adapted to the cutting/forming of complex parts, thanks to easy management of the force and control of the pressure exerted throughout the operation.
| Stroke range | 4 to 120 mm, adjustable on-press; adapted to shallow embossing through to significant drawing depths. |
| Ram speed | Up to 240 strokes/minute on the 6T model ; by far the most productive technology for large series. |
| Frame construction | High-quality mechanised-welded steel with swan-neck (gooseneck) structure. Regular weld seams and proper welding supports ensure exceptional rigidity and resistance against cutting impacts during intensive use. The very thick sides of the frame minimise gooseneck opening under load. |
| Ram guidance | Bronze guides guide the ram from TDC to BDC, ensuring perfect alignment between lower tooling (die, fixed to table) and upper tooling (punch, fixed to ram) at every stroke. |
| Ram construction | Slider in FGS 300 cast iron, mounted on steel or bronze sliding rails adjustable by screws, fully adjusted and hand-scraped. Rail grooves provide efficient continuous lubrication. |
| Shaft | Hardened forged steel crankshaft. |
| Connecting rod | FGS 300 cast iron (steel on 80T) with full bronze bushing, completely hand-scraped for perfect lubrication. |
| Clutch and brake | Monodisc air clutch with air brake. Air reservoir compensates for possible network failures from the 25T model upwards. |
| Two-hand control | Two-hand push-button controls as standard ; operator safety at every stroke. |
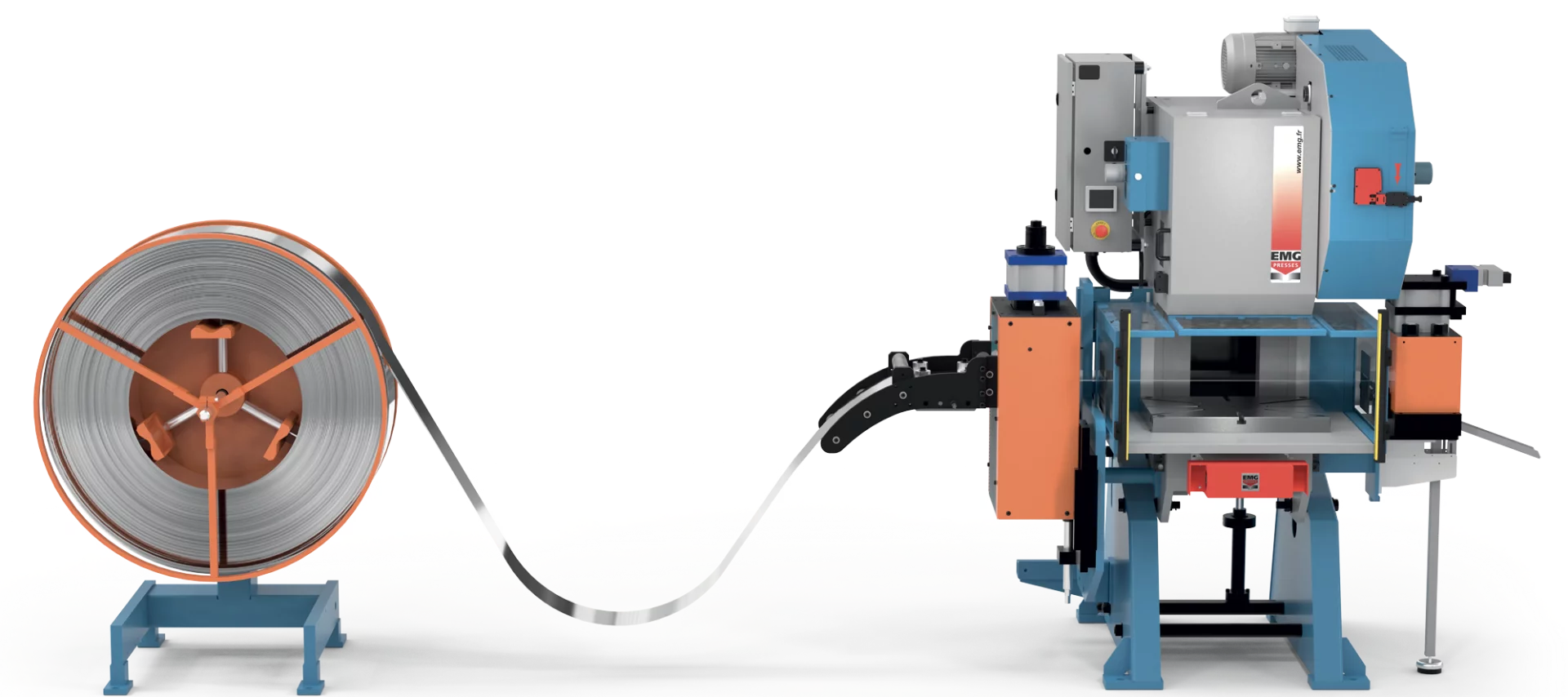
| Production line integration | Mechanical presses can be integrated into complete production lines with decoilers, straighteners and feeders ; enabling fully automated strip-fed stamping operations. |
Why mechanical eccentric presses dominate high-volume stamping
Three characteristics distinguish the mechanical eccentric press for production stamping:
(1) Speed : the continuously rotating flywheel delivers energy at every cycle with no hydraulic or pneumatic charge time;
(2) Repeatability : the crankshaft mechanism produces an identical stroke profile at every cycle, with very low risk of breakdown and very high dimensional consistency across the batch;
(3) Energy efficiency : the flywheel stores and releases kinetic energy cycle after cycle; the motor only compensates for losses, making mechanical presses particularly economical per part at high cadence.
Faster than hydraulic presses, they offer very high repeatability with a low risk of breakdown. The power reserve of each model and the very rigorous unit accuracy allow the most diverse operations to be carried out smoothly.
Shop premium mechanical eccentric presses
Pneumatic and Hydropneumatic Presses — Flexibility for Light and Medium Stamping
 |
 |
For stamping operations at lower force levels, or for production contexts where flexibility, quick changeover and precise force control matter more than maximum cadence, pneumatic and hydropneumatic presses are the appropriate choice. They are used for operations that are less intensive or that require finer control of the force throughout the stroke, and they can be integrated directly into the workstation or a production line.
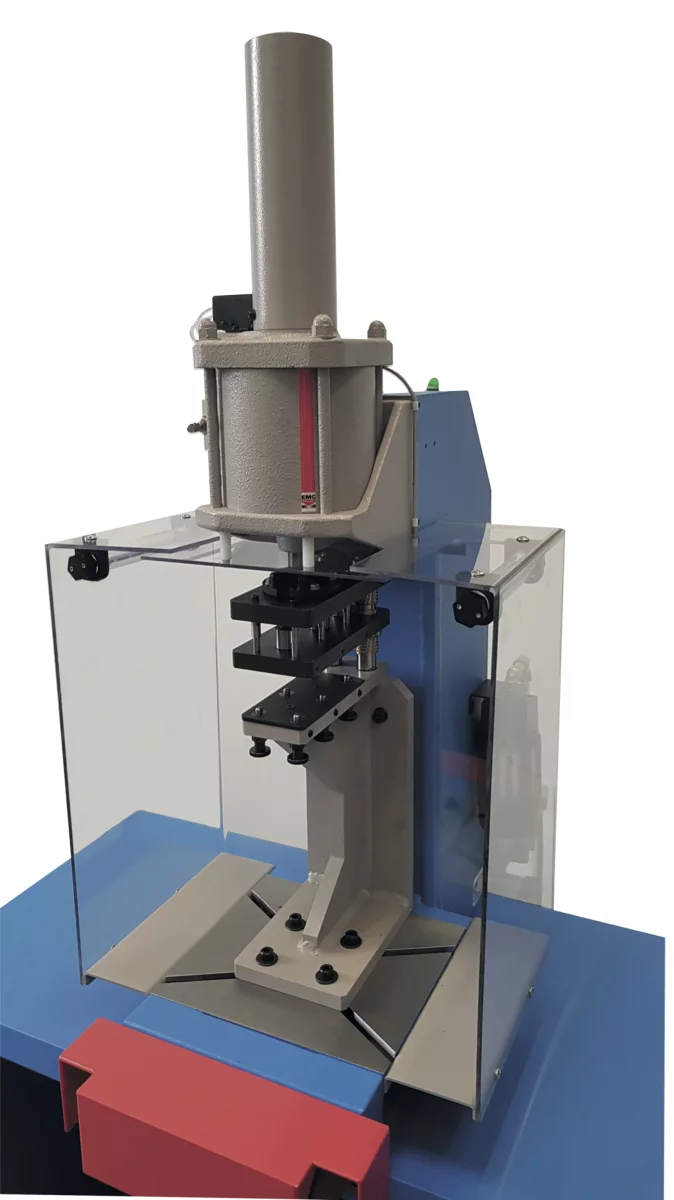
Pneumatic bench presses — up to 6 tonnes, light stamping and small series
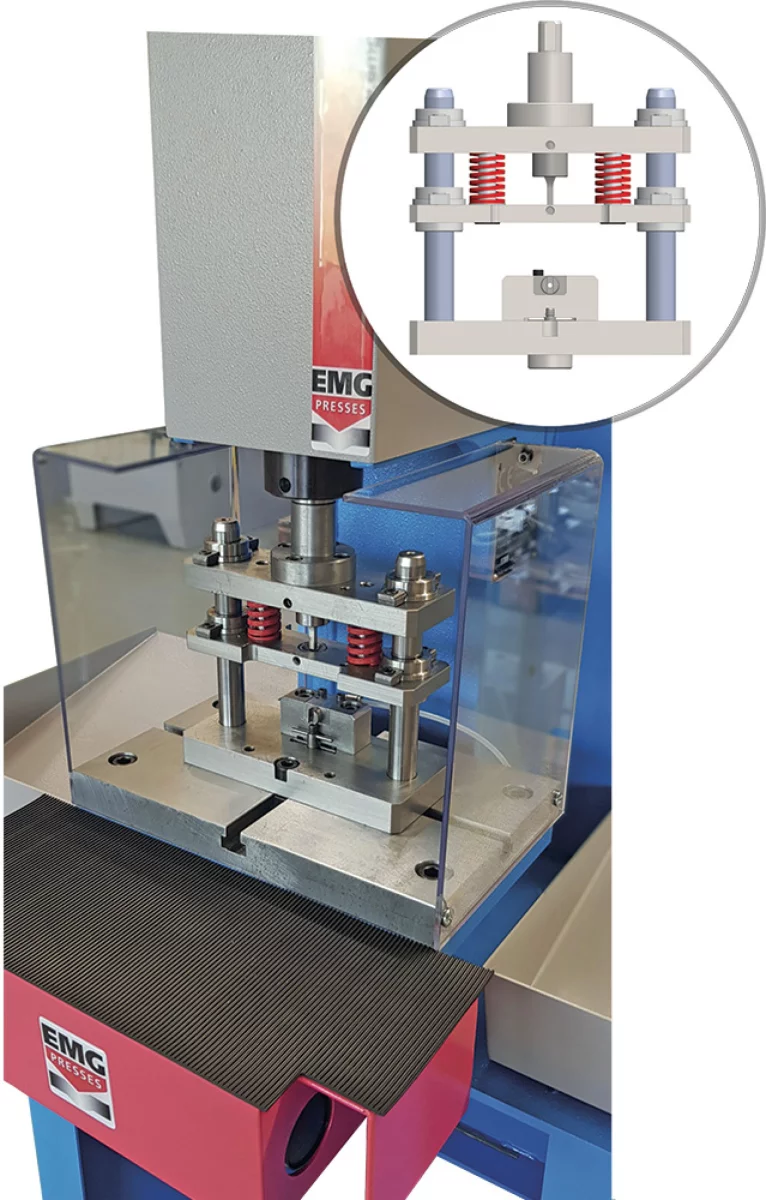
EMG pneumatic bench presses are designed for low-tonnage stamping of soft metals (aluminium, copper, thin mild steel sheet) and small to medium series. Force is proportionally adjustable from 3 to 6 bar, giving the operator direct control over the forming force without tooling changes. Approach speed and work speed are independently adjustable, allowing the ram profile to be tuned to the material and drawing depth.
All EMG pneumatic cylinders are manufactured in-house: chrome steel ram, guided on bushings and secured against rotation by a key, ensuring permanent lateral rigidity under load; the same requirement that applies to stamping as to assembly. The piston slides smoothly in the chrome-plated cylinder; seals ensure perfect cylinder integrity.
Hydropneumatic presses — up to 100 tonnes, precise deep drawing
When stamping force requirements move beyond the pneumatic range (thicker sheet, harder alloys, deeper draws) the hydropneumatic press delivers up to 100 tonnes with the precision of a hydraulic end-of-stroke and the speed advantage of an air-driven approach. The working principle: rapid air-driven approach, then hydraulic multiplication at contact for the forming phase, then air-driven return. This profile (fast approach, controlled force over the working stroke, clean return) makes hydropneumatic presses particularly well suited to deep drawing operations where a slow, controlled forming phase is required to prevent tearing or wrinkling.
Total stroke: 50 to 300 mm. Working stroke (powered phase): 6 to 60 mm. Quiet operation, low maintenance, economical energy consumption relative to pure hydraulic machines of equivalent tonnage.

Why Choose an EMG Stamping Press Machine?
EMG Presses (ETS LONG SAS) has been manufacturing mechanical eccentric, pneumatic and hydropneumatic presses in France since 1950. ISO 9001 certified since 2000, the company manufactures its presses from A to Z at its facility in Marigny-Saint-Marcel, Haute-Savoie, using a fleet of over 40 machining centres. Mechanical presses are fabricated, machined and assembled entirely in-house (including the frame, crankshaft, connecting rod and ram) with all adjustments hand-scraped by skilled operators.
Production Line Integration : From Stand-Alone Bench Press to Fully Automated Lines
EMG designs a complete range of production lines around its mechanical and pneumatic presses: strip feeder lines, wire feeder lines and length cut-out lines, with a wide range of decoilers and straighteners adaptable to any material type and strip dimension. For the 6T mechanical press, the line can operate at up to 240 strokes per minute — making it the most productive available technology for strip-fed stamping and cutting operations.
Mechanical presses can also be equipped, at the customer's request and according to specifications, with any special adaptations required to optimise production:
- Strip feeding systems: decoilers, straighteners and servo feeders for continuous or indexed strip stamping.
- Lubrication systems: automatic lubrication of the strip prior to forming; essential for deep drawing and thin-gauge materials.
- Part ejection: lower and/or upper ejection systems (pneumatic or mechanical) to release the formed part from the die after every stroke.
- Part blow-off: compressed-air blow-off systems for removing formed parts from the work area; important for high-cadence automated lines.
- Scrap cutting systems: scrap chopper or waste cutting systems to manage strip skeleton waste in progressive die operations.
- Protective guarding: automatic mobile screens protecting the operator during the forming stroke; dimensioned on risk assessment per ISO 12100.
- Part and scrap evacuation control: automated monitoring of formed part evacuation and scrap removal at the press output.
- Geometry-specific guarding: protective systems specially designed to accommodate the geometry of the manufactured parts.
- Intelligent safety systems: smart protections that guarantee operator safety and automate press cycle release.
- Variable ram speed: adjustable slide speed during the striking phase; once selected, the speed is held constant throughout the stroke. Approach speed before striking is independently adjustable.
- PLC integration: adaptation of a programmable logic controller to manage the press within its environment in a complex production line.
We can also meet your specific needs by designing a special machine and custom-made equipment for you.
Process Control : Force and Displacement Monitoring
100% in-cycle quality control for stamping operations
This monitoring approach is only available on pneumatic EMG presses.
EMG offers force and/or displacement monitoring solutions compatible with its pneumatic press range, designed for permanent quality control, process monitoring, complete traceability and production tracking. At the end of each cycle, the system generates an automatic OK/NOK decision (visual and audible indicators) and can export data to PC for statistical process control and audit trail.
Three evaluation levels are available: threshold monitoring (was the required force reached?), window monitoring (was force within a defined band at a defined stroke position?), and full envelope curve evaluation (does the complete force–displacement signature stay within a tolerance band throughout the stroke?). The last method provides maximum sensitivity, detecting gradual tooling wear, material batch variation or lubrication inconsistency before they generate scrap.
Custom Engineering : Special Machines and Bespoke Tooling
Thanks to its in-house design office and full machining workshop, EMG undertakes the design and manufacture of special machines and custom-made equipment for specific stamping applications. The company has designed complete bespoke stamping lines — including a 15T mechanical press equipped with a custom bending/cutting line for electronic connectors — and a wide range of special press configurations such as customised protective enclosures and remote control panels for the 80T mechanical press.
We adapt our machine tools so that your stamped objects will take the desired shape, thickness and diameter with a minimum of scrap. Easy to operate, our presses are robust and guarantee impeccable production, even for large-scale production.
In fact, at EMG, we offer special designs to meet our customers' requirements, for example for the creation of a production line into which a press can be inserted.
Stamping Applications with EMG presses — From Precision Components to Structural Parts
Stamping is present throughout industrial manufacturing, from the smallest embossed detail on a decorative component to full structural panels in automotive body construction. The process parameters — force, speed, draw depth, material grade — vary enormously across these applications, which is why the correct selection of press technology, tooling geometry and process parameters is critical. EMG's technical and testing centre exists precisely to validate these choices on actual sample parts before production commitment.
Cold Stamping — The Dominant Production Process
Cold stamping covers a broad spectrum of operations: shallow embossing (logo marks, stiffening beads), cup drawing, flanging, coining and ironing. Each operation has specific requirements in terms of press stroke, force profile and ram speed — all of which are adjustable on the EMG mechanical and hydropneumatic ranges.
Drawbacks and limitations of sheet metal stamping
Stamping nevertheless encounters constraints to be aware of, such as wear and tear on dies and punches which are subjected to high pressure, the need for additional technology to overcome the limitation concerning the stamping of certain geometric shapes and the potentially high cost concerning the design of specific tools.
Automotive Components
Sheet metal stamping is indispensable in automotive manufacturing. Precision and speed of production are essential requirements that mechanical eccentric presses address directly:
- Lower production costs: thanks to mechanical or hydropneumatic presses, parts can be mass-produced at low unit costs, the flywheel energy recovery mechanism of mechanical presses makes them particularly economical per stamped part at high cadence.
- High precision: punch and die tooling enables complex shapes to be created with excellent dimensional quality and uniform sheet thickness across the batch.
- High volume capability: body panels, brackets, cups, shields and structural stamped parts all benefit from the speed and repeatability of mechanical eccentric presses integrated into strip-fed production lines.
Applications: body panels (doors, bonnets, boot lids), reinforcement brackets, heat shields, suspension cups, gear selector forks, fuel system pressed components.
Aeronautics and Defence
Aeronautical stamped components combine demanding material specifications (high-strength aluminium alloys, titanium, stainless steel) with strict dimensional tolerances. The relatively lower production volumes in this sector (compared to automotive) favour hydropneumatic presses for their precise force control and flexibility in tooling changeover. EMG has developed a dedicated range of high-capacity rack-and-pinion and special presses for the aeronautical market, with configurations specifically adapted to the forming of lightweight, high-resistance alloy components.
Watchmaking, Jewellery and Precision Mechanics

EMG mechanical eccentric presses are performance-oriented in watchmaking, jewellery, mechanical optics, electrical and electronic machines; sectors where the combination of high precision and high cadence is the primary requirement. The very rigorous unit accuracy of EMG mechanical presses, combined with the power reserve of each model, allows the most meticulous and precise tasks to be carried out reliably over extended production runs.
Find out about success story of a EMG press adapted to the specific work of a watchmaker
Hardware, Electrical Goods, Toys and Locksmithing
In the hardware and consumer goods sectors, stamping covers a broad range of components: housings, covers, caps, brackets, contacts and formed fixings in steel, aluminium, copper and zinc alloy. Production volumes are typically high and part geometries diverse; the flexibility of EMG mechanical presses (adjustable stroke, headroom and speed) and the option of rapid tooling changeover make them the preferred platform for this type of production.
EMG's range of presses
EMG designs and manufactures presses for the full spectrum of sheet metal and component processing. If your production line requires cutting operations upstream or assembly operations downstream, EMG also offers cutting presses for blanking, piercing and trimming, and assembly presses for press-fitting, crimping and bearing mounting. All built to the same standards of rigidity, repeatability and process control as the stamping range.
Frequently Asked Questions
What tonnage press is needed to stamp stainless steel?
The answer depends on four variables: the thickness of the sheet (mm), the tensile strength of the specific stainless steel grade (austenitic grades such as 304/316 have higher tensile strength than mild steel — typically 500–700 MPa versus 250–400 MPa for mild steel), the projected area of the part being formed, and the draw depth. A simple theoretical calculation can be used to estimate the minimum required force for a given cutting or stamping operation — EMG's technical team can provide this calculation on request.
As a general orientation: thin-gauge stainless (≤ 0.5 mm) can often be cold-stamped on a pneumatic press in the 1 to 6 tonne range. Medium-gauge stainless (0.5–2 mm) typically requires a mechanical eccentric press in the 6 to 25T range. Thicker gauges or deep drawing operations may require the hydropneumatic range up to 100T. The strongly recommended approach is to bring sample parts and material specifications to EMG's testing centre for a validated press selection before any production commitment.
What is the difference between stamping and cutting/blanking on an EMG press?
Both operations use the same press and, often, the same machine, mechanical eccentric and pneumatic presses are used for both. The difference lies in the tooling and intent: stamping (drawing, embossing, coining) deforms the metal plastically into a three-dimensional shape without separating material; cutting/blanking (punching, blanking, trimming) separates material by shearing. Many progressive die operations combine both in a single strip-fed line, part of the strip is blanked at one station and drawn at the next. EMG's mechanical eccentric presses handle both operations, and the company has designed numerous combined cutting/forming lines for customers in the connector, hardware and automotive sectors.
How do I choose between a mechanical eccentric press and a hydropneumatic press for stamping?
The key decision criteria are production volume, force requirement and draw depth. Mechanical eccentric presses (6–80T, up to 240 strokes/min) are the choice when production volumes are high and cost-per-part is the primary metric — their flywheel energy storage makes them fast and economical at scale. They are the standard technology for strip-fed automotive, hardware and precision mechanics production.
Hydropneumatic presses (up to 100T, 50–300 mm total stroke, 6–60 mm working stroke) are preferred when the forming operation requires a slow, controlled force profile over the working stroke; deep drawing of cups and shells, forming of complex three-dimensional shapes, and applications where the force needs to be precisely modulated throughout the draw. They are also the more practical choice for lower volumes, rapid tooling changeover and flexible workstation integration. Bring sample parts to EMG's testing centre for a definitive recommendation.