Cutting out
Whether you need a small or large series, mechanical or pneumatic presses can meet your requirements.
EMG presses offer outstanding quality and precision for both small-scale and industrial die-cutting. They also guarantee optimum speed of execution, particularly when parts need to be produced in large series.
Don't hesitate to contact us for personalised advice and to choose the tool best suited to your specific needs.
What Is Industrial Cutting Out?
Cutting out is the operation that consists of separating all or part of the material zones in a strip or sheet in order to obtain the desired shape. In industrial usage, the term covers two main families of press operations:
- Strip cutting: is one of the most common applications; continuously separating zones of a metal or non-metal strip from a coil, producing shaped parts at high cadence. This is the foundation of all strip-fed progressive die production, from micro-contacts in electronics to structural brackets in automotive.
- Trimming: removing flash, burrs or excess material left by a previous process such as casting, injection moulding or forming, or detaching a finished part from a casting tree or a production skeleton.
What Is a Press Cutting Machine?
A press cutting machine is a machine tool that applies a controlled, axially linear force through a cutting tooling set (a punch and a die) to shear the material. The quality of the cut depends on three parameters simultaneously: the press force and speed, the punch-to-die clearance relative to material thickness, and the sharpness and alignment of the tooling edges.
Whether manual, pneumatic or mechanical, a press fitted with the right high-performance tooling can cut all types of material (steel, aluminium, stainless steel, and much more) whatever the shape of the parts to be produced. The power of the press must be adapted to the thickness (up to several millimetres) and the characteristics of each material in order to obtain a perfect cut: clean section, no burr, no deformation of the surrounding material. The depth of the gooseneck determines the maximum length and width of the parts that can be cut, a parameter that must be checked before any press selection for cutting applications.
The use of a die-cutting press can considerably increase the productivity of your workshop. Thanks to their speed, these presses reduce the time spent on each cutting operation.
Key requirements for a press cutting machine
- Clean, burr-free cut: the punch-to-die clearance must be appropriate for the material, too tight risks tooling breakage; too loose produces a burr and torn section surface.
- Precise punch-to-die alignment: any lateral offset between punch and die under load causes asymmetric wear and deteriorates cut quality over time. Bronze-guided rams and rigid frames are the mechanical answer.
- Impact resistance of the frame: cutting generates a sharp shock at the moment of material fracture; the gooseneck frame must absorb and counterbalance this impact without deflection or fatigue.
- High execution speed: for strip work, cadence is the primary productivity driver. Cutting operations develop their peak force very close to BDC, which is exactly where the mechanical eccentric press delivers its maximum energy.
- Effective scrap management: slugs, skeletons and off-cuts must be managed (collected, cut, evacuated) to maintain cycle time and operator safety; addressable through press peripherals.
- Force monitoring (optional): an effort management system can monitor cutting force cycle by cycle, detecting tooling wear (which progressively increases the cutting force) before it generates defective parts.
EMG's Press Cutting Machine Technologies
Three EMG press technologies are available for cutting operations (mechanical eccentric, pneumatic and manual, ranck and pinion and toggle), each suited to a specific range of materials, production volumes and precision requirements. The correct choice depends on :
- the material type and thickness,
- the production volume (pieces per day / per hour),
- the level of automation required,
- load capacity
- the size of the machine
- technical features such as stroke and overall dimensions.
- and whether the operation is stand-alone or integrated into a production line.
Mechanical Eccentric Presses: Speed and Efficiency for High-Volume Metal Cutting
For strip-fed metal cutting operations in large series, the mechanical eccentric press is the reference technology. Its principle of operation (flywheel energy storage, air clutch engagement, crankshaft drive) delivers the full accumulated kinetic energy at every stroke, precisely at the point of impact where the cutting force peaks. There is no charge time, no pressure build-up: every stroke is immediately ready for the next.
Integration into automated cutting lines
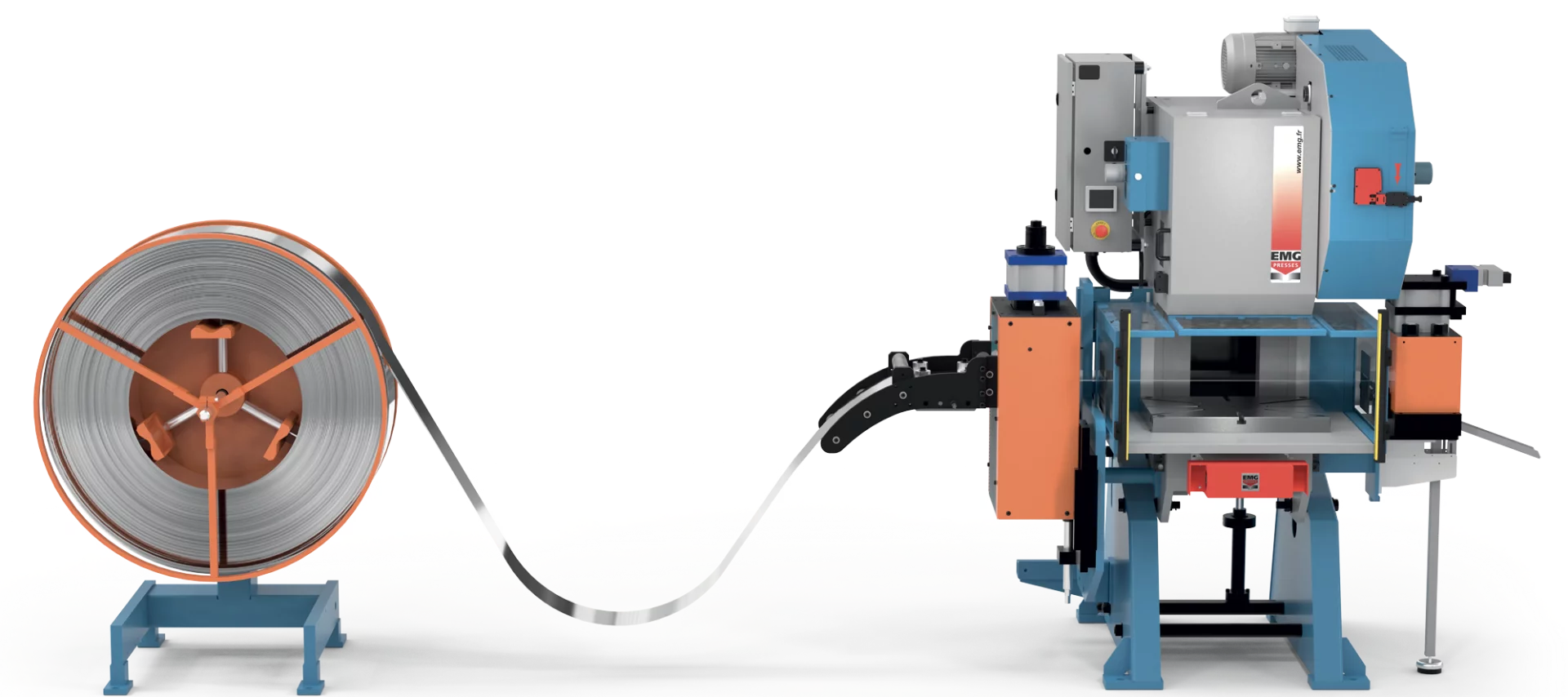
EMG mechanical presses are designed to be integrated into complete strip-fed production lines with decoilers (unwinders), multi-roll straighteners/levellers and servo feeders.
| Force range | 6 to 80T: 5 models covering the full range of industrial metal cutting. |
| Max cadence | Up to 240 strokes/min (6T), 100 strokes/min (80T). Ideal for strip-fed production. |
| Stroke | 4 to 120 mm, adjustable on the press; from fine micro-part blanking to heavier trimming operations. |
| Gooseneck depth | Determines maximum sheet engagement width, checked against part dimensions at press selection. |
| Frame impact resistance | Regular weld seams and purpose-built welding supports ensure exceptional rigidity. Very thick sides minimise gooseneck deflection under cutting shock. |
| Line integration | Designed to be coupled with strip decoilers, straighteners and servo feeders for fully automated cutting lines. |
| Safety (standard) | Two-hand push-button control (ISO 13851), protective screens/guards, CE conformity certificate, periodical verification guide. |
Why mechanical presses dominate high-volume cutting
Cutting operations generate their peak force in the last fraction of the stroke, at and just before the moment of material fracture, very close to BDC. This is precisely where the mechanical eccentric press has its full rated tonnage available. The energy of the flywheel is released instantaneously at impact; the motor only compensates for losses between strokes.
The result: maximum cadence, minimum energy cost per cut, and a stroke profile that is geometrically repeatable cycle after cycle, the three criteria that make the mechanical press the industry standard for large-series strip cutting and blanking.
Shop premium mechanical eccentric presses
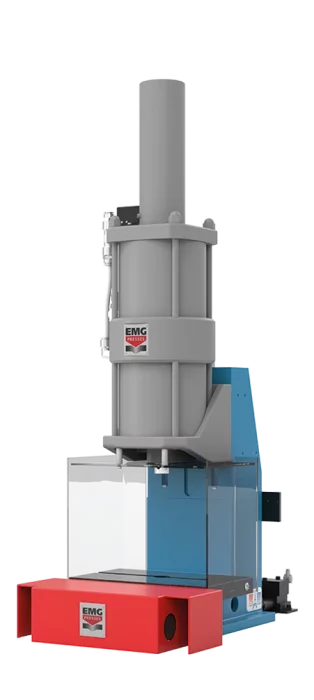
Pneumatic Bench Presses: Precision for Diverse Materials and Small-to-Medium Series
 |
 |
 |
EMG pneumatic bench presses are the preferred choice for cutting operations that require fine force control, rapid tooling changeover, or involve non-standard materials such as plastics, composites, rubbers, foams, films and thin-gauge metals. They are used in small-to-medium series production and for secondary cutting operations — trimming and deburring — on parts that have already gone through a primary forming process.
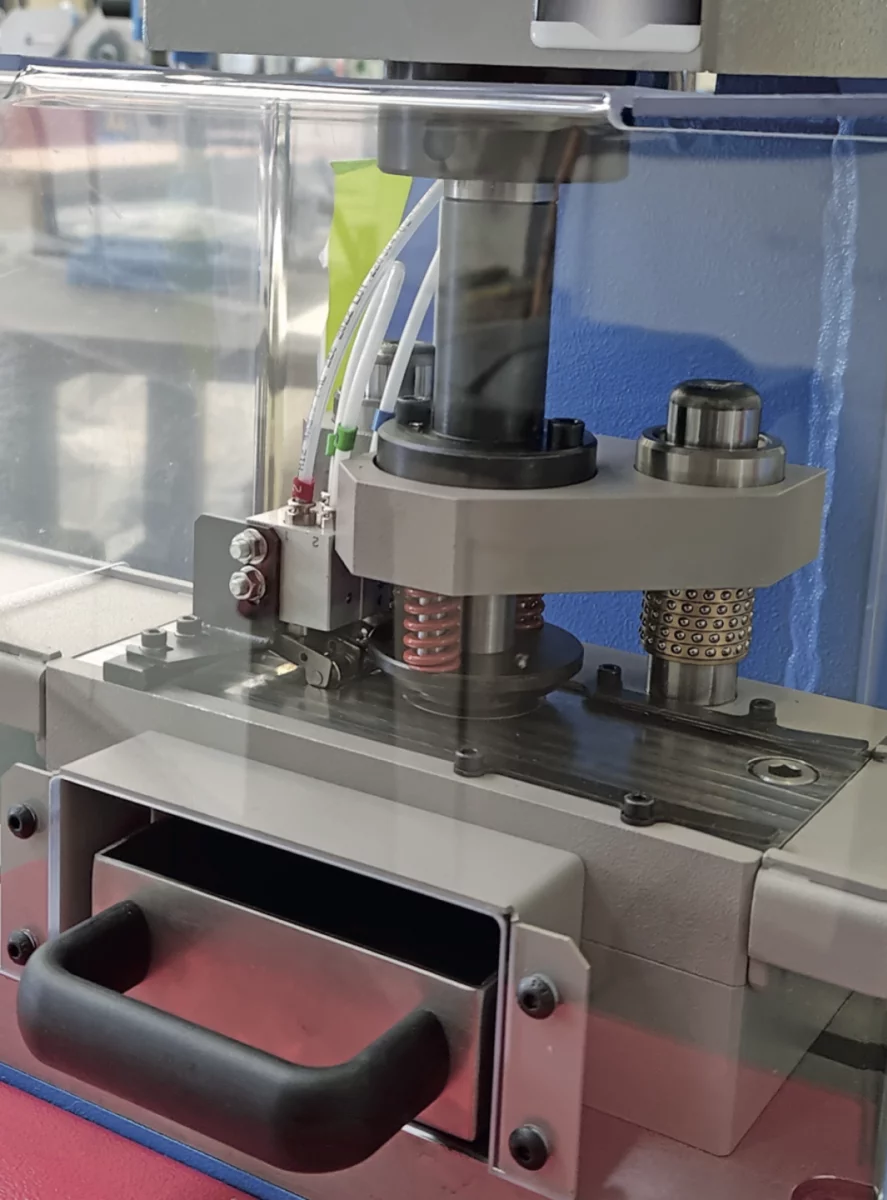
Force is proportionally adjustable from 3 to 6 bar, up to 6 tonnes on the largest models. A mechanical BDC stop ensures a precise and locked bottom dead centre at every cycle, independently of air pressure variation: the cut depth is repeatable stroke after stroke without the operator having to readjust. The pneumatic cycle also allows independent adjustment of approach speed and work speed, enabling the cutting speed to be tuned to the material for clean section quality. A double-action pneumatic press with a 2-position cutting tool incorporating a top stripper/deflector for part ejection is a concrete example of what we can configure for specific cutting applications.
| Force range | 175 kg to 6,000 kg, adjustable from 3 to 6 bar on all models. |
| BDC repeatability | Precision graduated stroke adjustment nut (1/10 mm resolution) with locking + mechanical BDC stop — cut depth consistent at every cycle. |
| Stroke | Up to 100 mm on certain models, sufficient for a wide range of cutting and trimming operations. |
| Speed control | Approach speed and work speed independently adjustable; cutting speed can be tuned to the material. |
| Material scope | Steel, aluminium, stainless steel, copper; and non-metallic materials: plastics, composites, rubber, foam, film, laminate, thin non-ferrous metals. |
| Cycle mode | Single stroke or continuous (automatic) cycle. Integrates into workstation or production line. |
| Monitoring option | Compatible with force and/or displacement monitoring for 100% quality control and tool wear detection. |
Shop premium pneumatic bench presses
Manual Presses (Rack & Pinion and Toggle): Sensitivity and Control for Craft and Small-Series Cutting
 |
 |
For applications requiring fine tactile control, low investment, extreme versatility or operation outside an industrial environment, EMG manual bench presses cover a wide range of cutting applications, from workshop deburring to artisan die-cutting of leather goods, and from medical insole manufacture to packaging prototyping. Manual presses are multifunctional, easy to set up, and deliver professional results even on long strokes.
Rack-and-pinion manual presses — constant force over the full stroke
A rack-and-pinion press converts lever action into linear translation via a pinion and rack mechanism, delivering a constant force throughout the entire stroke. This characteristic makes rack presses particularly well suited to cutting operations that require force to be available and consistent from the beginning to the end of the cut — for example, cutting thick rubber sheet, cork, or dense foam where the material resists progressively throughout the stroke rather than fracturing sharply at the end.
A concrete example from the EMG range: the EMG + BOEHM combination, a rack-and-pinion press paired with BOEHM's range of pairable and interchangeable circular die cutters. This equipment is designed for circular die-cutting of many materials, and is equally well suited to industrial maintenance and craft sectors. The hollow punches are interchangeable, allowing the operator to switch cut diameter rapidly without tooling change. This combination is used in workshops for cutting gaskets, seals, cork discs, foam pads and similar components.
Toggle manual presses — maximum force at end of stroke for precise die-cutting
Toggle presses deliver their maximum force at the very end of the stroke, which is precisely the moment at which a die-cutting operation reaches its critical phase: the punch has engaged the material and the final punch-through requires peak force. This characteristic makes toggle presses the preferred choice for die-cutting operations in soft materials where a clean, burr-free section at the cut edge is required — leather, fabric, netting, iron-on products, shade cloth, flexible plastics.
The EMG HR range (rack & pinion and toggle) illustrates both use cases. In leatherworking, 5HR cuts and crimps fabric, netting, iron-on fleece, shade sail material and cow leather in a single lever action. The progressive force increase to end position gives the operator control and ensures a clean section even on fine or delicate materials. The same press sets eyelets and snap fasteners with adapted tooling. In podiatry, EMG rack presses equipped with custom hollow punches replace hammered tools and scissors with a single, reproducible lever action (cutting pads, wedges and insole components from flexible or semi-rigid resin with consistent accuracy that manual tools cannot achieve).



Why Choose an EMG Press Cutting Machine?
EMG Presses (ETS LONG SAS) has been manufacturing mechanical, pneumatic and manual bench presses in France since 1950. ISO 9001 certified since 2000, all presses are manufactured from A to Z at Marigny-Saint-Marcel, Haute-Savoie, France, using a fleet of over 40 machining centres. The company is a vertically integrated manufacturer — not an assembler, with full control over frame welding, machining, ram fitting, crankshaft and connecting rod production.
Material Versatility: From Steel Strip to Leather and Foam
Whether manual, pneumatic or mechanical, an EMG press fitted with the right high-performance tooling can cut all types of material: steel, aluminium, stainless steel, copper, but also rubber, foam, cork, leather, textile, paper, cardboard and composites. This versatility is not incidental — it reflects the full range of press technologies available (mechanical for metal cutting, pneumatic for intermediate applications, manual for soft materials and artisan use) and EMG's capability to design adapted tooling for each application.
The power reserve of each model and the very high overall accuracy allow the most diverse cutting operations to be carried out smoothly. And if your activity requires specific adaptations for cutting tooling, EMG's engineering capability allows it to bring you a completely tailored solution — special machines and bespoke equipment designed and manufactured to your specifications.
Force Monitoring: Detecting Tool Wear Before It Generates Scrap
EMG offers all types of force and/or displacement management, with transducer solutions adapted to each need. Three levels of evaluation are available: threshold monitoring (was the force within the expected range?), window monitoring (force within a band at a defined stroke position?), and full envelope curve evaluation (does the complete force signature match the reference?). At the end of each cycle, an automatic OK/NOK decision is generated; data can be exported for traceability and preventive maintenance scheduling.
Complete Cutting Lines: From Coil to Finished Part
For strip-fed cutting operations, the press is one component in a system. EMG designs and supplies complete production lines: decoilers (from 200 kg to heavy-gauge coils), multi-roll straighteners/levellers to remove coil set from the strip, and servo feeders for precise strip indexing between strokes. These systems can be integrated with the 6 T mechanical press for lines up to 240 strokes per minute.
A concrete example: EMG has designed a customised 15-tonne mechanical press equipped with a full bending/cutting line for electronic connector production, a combined cutting and forming line at production cadence with integrated straightener, servo feeder, and scrap management. This type of turnkey line reduces setup time, ensures strip quality at the press entry and protects the cutting tooling from the effects of strip surface defects or dimensional variation.
Technical and Testing Centre: Select on Evidence
Before committing to a press type, force rating or tooling concept for a new cutting application, EMG invites customers to bring sample parts and material specifications to its technical and testing centre, a laboratory and showroom adjacent to the manufacturing workshops. Tests are conducted on actual EMG presses with representative tooling. Results are provided in a formal report, and where useful, in video format. This approach removes the guesswork from press selection and validates the process before investment.
Workstation Setup and Operator Training
Selecting the right press is only the first step. EMG's technical teams are available after delivery to support the workstation installation, configuring the press within its production environment, verifying safety measures are correctly in place, and ensuring the setup meets both regulatory and operational requirements. Operator training is part of the same service: EMG provides hands-on guidance in correct press operation and good practice, so that the team running the machine from day one has the knowledge to use it safely, efficiently and at its full capability.
Regular maintenance and servicing to extend the life of your cutting press
As with any machine, regular maintenance of your press is one of the keys to prolonging its life. By carrying out regular checks and repairs, you can guarantee optimum operation and consistent precision in your cuts.
Our technical department offers preventive maintenance contracts, as well as carrying out the mandatory periodic checks.
Cutting Applications: Materials, Sectors and Process Notes
The cutting press is one of the most versatile machine tools in a workshop or production facility: the same press platform can cut steel strip at 200 strokes per minute on a fully automated line, or cut a single orthopedic insole from a resin blank with hand-operated precision. The choice of technology, tooling and peripherals determines which end of this spectrum the press operates at. EMG's technical and testing centre provides the process validation step between specification and production commitment.
Strip Cutting and Blanking — Metal Production
Strip blanking from coil is the most common application for mechanical eccentric presses. A metal coil feeds through a straightener and servo feeder into the press; cut parts exit via slide or conveyor while the skeleton is chopped or evacuated automatically. Press force must be matched to the material: 304 stainless has a shear strength of ~400–560 MPa versus ~200–320 MPa for mild steel, a factor that directly multiplies the required tonnage.
Sectors: Automotive (brackets, contacts, shields), electronics (lead frames, connectors), hardware (clips, springs, fixings), electrical engineering (laminations, contacts).
Trimming and Deburring
Trimming removes flash, fin or excess material left by casting, injection moulding or forging. A pneumatic bench press is well suited: force is adjustable for flash thickness, and the mechanical BDC stop ensures the trimming die reaches the correct depth at every cycle without readjustment. For high-volume trimming on identical parts, a mechanical press with automatic part feeding delivers the highest throughput.
Sectors: Foundry and die-casting (aluminium, zinc, brass), injection moulding (plastics, rubber), precision forging, sheet metal fabrication.
Die-Cutting of Flexible and Non-Metallic Materials
A press with a hollow punch or steel-rule die is the controlled, repeatable alternative to scissors and hammered punches.
Materials that can be die-cut on EMG manual or pneumatic presses include:
| leather and pleather | Handbag components, shoe uppers, straps, gussets; toggle press with hollow punch or steel-rule die. |
| Technical textiles and fabrics | Netting, fleece, iron-on products, shade cloth, non-woven materials; single lever cut, no fraying. |
| Foam and expanded materials | Orthopedic insoles, packaging foam, gasket blanks; rack press with hollow punch or shaped die. |
| Rubber and elastomers | Gaskets, seals, anti-vibration pads, O-ring blanks : precision cutting in one stroke. |
| Crok and composite sheets | Thermal and acoustic insulation blanks, sealing discs, joint material. |
| Resin and semi-rigid plastics | Podiatric insole components, medical device parts, protective equipment pads. |
| Paper and cardboard | Packaging prototypes, pattern cutting, industrial labelling, with appropriate cutting tooling. |
Medical, Podiatric and Leatherworking Applications
In podiatry, a sole component that is precisely cut has direct therapeutic value. EMG rack presses equipped with custom BOEHM hollow punches allow orthotic technicians to cut pads, wedges and insole components from flexible or rigid resin in a single lever action; consistent in shape and section, reproducible from one patient to the next.
In leatherworking, the EMG 5HR toggle press (500 kg) handles two recurring operations on the same machine: cutting leather, fabric, netting and synthetic materials, and setting eyelets and snap fasteners with interchangeable tooling. Investment is low; the result is production-quality consistency on every part.
Applicable to: leather goods, shoe components, saddlery, orthopaedic laboratories, craft workshops.
EMG's range of presses
EMG designs and manufactures presses for the full spectrum of sheet metal and component processing. If your process extends beyond cutting, EMG also offers stamping presses for deep drawing and embossing, and assembly presses for press-fitting, crimping and bearing mounting — all engineered to the same standards of frame rigidity, force monitoring and CE-certified safety as the cutting range.
Frequently Asked Questions
What type of press should I choose for cutting steel sheet?
The answer depends primarily on the production volume and the required force. For large-series cutting from coil (strip blanking, punching, progressive die), a mechanical eccentric press is the standard choice: up to 240 strokes/min on the 6T model, with direct coupling to decoilers, straighteners and servo feeders. The cutting force must be calculated (F = L × t × S), a 20–30% margin applied, and the result verified against the press tonnage curve at the relevant stroke height.
For small-to-medium series, secondary trimming operations, or cutting of varied part shapes that require frequent tooling changes, a pneumatic bench press (up to 6T) is more appropriate; faster to set up, with adjustable force and a mechanical BDC stop for cut depth repeatability. EMG's testing centre will perform the validation test on your sample parts to confirm the correct technology and model before any investment.
Can a press cut leather, foam or flexible materials?
Yes: and this is one of the primary applications for EMG manual bench presses, in both industrial and craft environments. A toggle press (such as the EMG 5HR, 500 kg) cuts leather, fabric, netting, iron-on fleece, flexible plastics and similar materials in a single lever action, producing clean, burr-free sections. A rack press equipped with BOEHM hollow punches cuts gaskets, seals, foam pads and cork discs in interchangeable diameters — used in workshops, medical environments and artisan production.
The key requirement for non-metallic materials is the correct die or punch geometry, not the force. EMG's design office can specify and manufacture adapted hollow punches and steel-rule dies for specific material and shape combinations, including medical-grade tooling for insole cutting in podiatric and orthopaedic applications.
How do I detect when my cutting tooling is becoming worn?
Tooling wear manifests as a progressive increase in cutting force — a dull punch requires more shearing force than a sharp one. With a force monitoring system, this drift is measured at every cycle and triggers an alert before it generates defective parts or tool breakage. Without monitoring, the first visible signs are a burr or rollover on the cut edge, followed by wear on the punch nose. EMG's monitoring solutions are available across the full press range and compatible with threshold, window and envelope curve evaluation methods — see the Force Monitoring section for full details.
What’s the difference between : blanking vs. piercing vs. punching
All cutting operations on a press belong to the shearing family: they use a punch and a die to separate the material by shear stress, without removing material (unlike machining). The key distinction is which part is the 'useful' output:
- Blanking — the punch cuts the external contour of a part — the punched-out shape is the useful part; the surrounding strip is scrap.
- Piercing / punching — the punch creates a hole or internal shape in a sheet — the sheet is the useful part; the punched-out slug is scrap.
- Trimming / ébavurage — removes excess material (flash, fin, burr) from a part produced by a previous process. The 'cut' is a clean-up operation rather than a primary forming step.
- Die-cutting — cutting a defined shape from soft or flexible materials (rubber, foam, leather, cork, textile) using a steel-rule die or hollow punch — force replaces hammering and manual cutting tools.